Inconsistent shell thinkness and nozzle size
The Shell Thickness setting in your slicer determines the thickness of the walls of the object. It has to be a multiple
of the nozzle diameter. In my case, I have a nozzle of 0.4mm, so a thickness setting of 0.8 mm means that walls will be 2 lines wide.
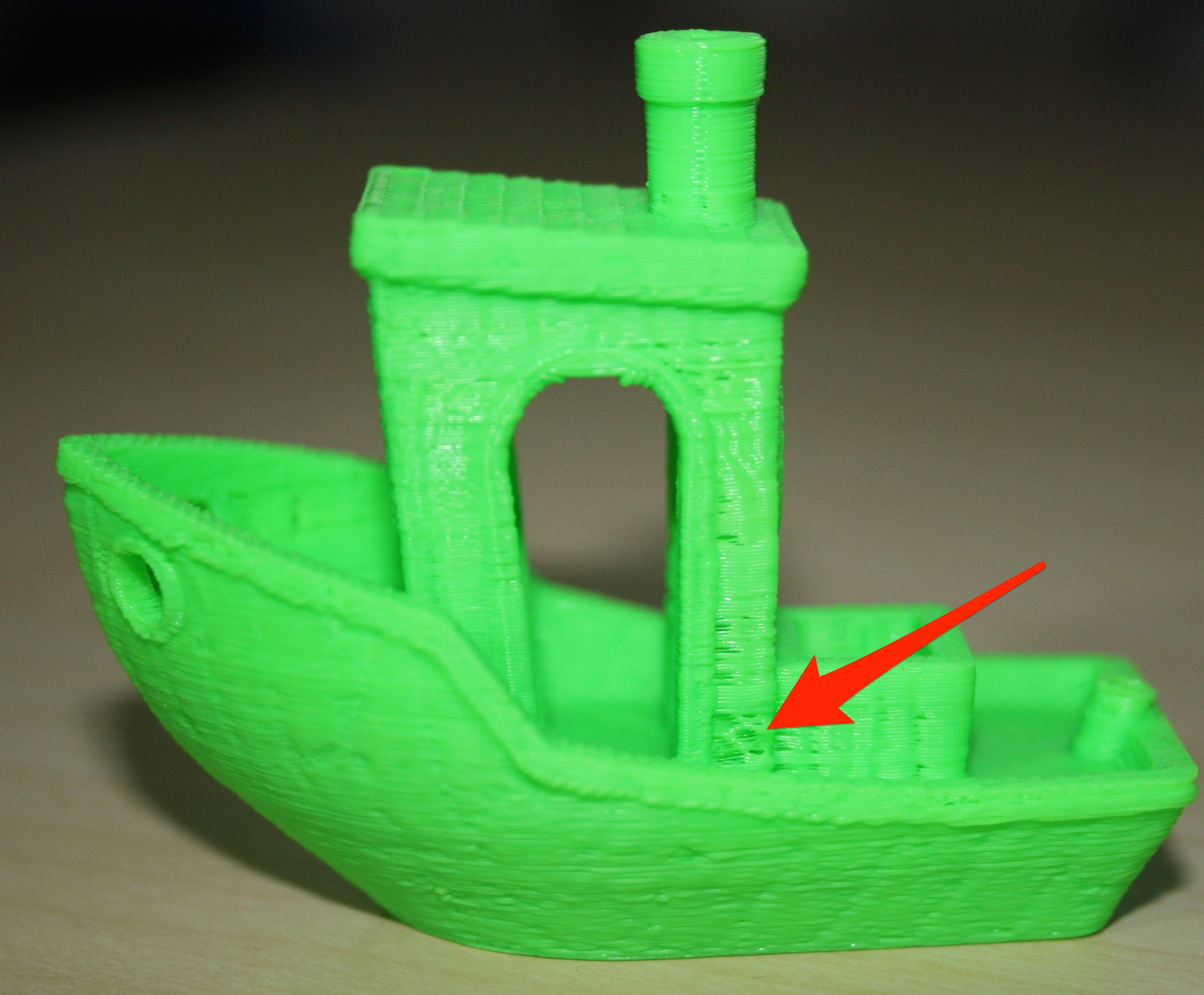
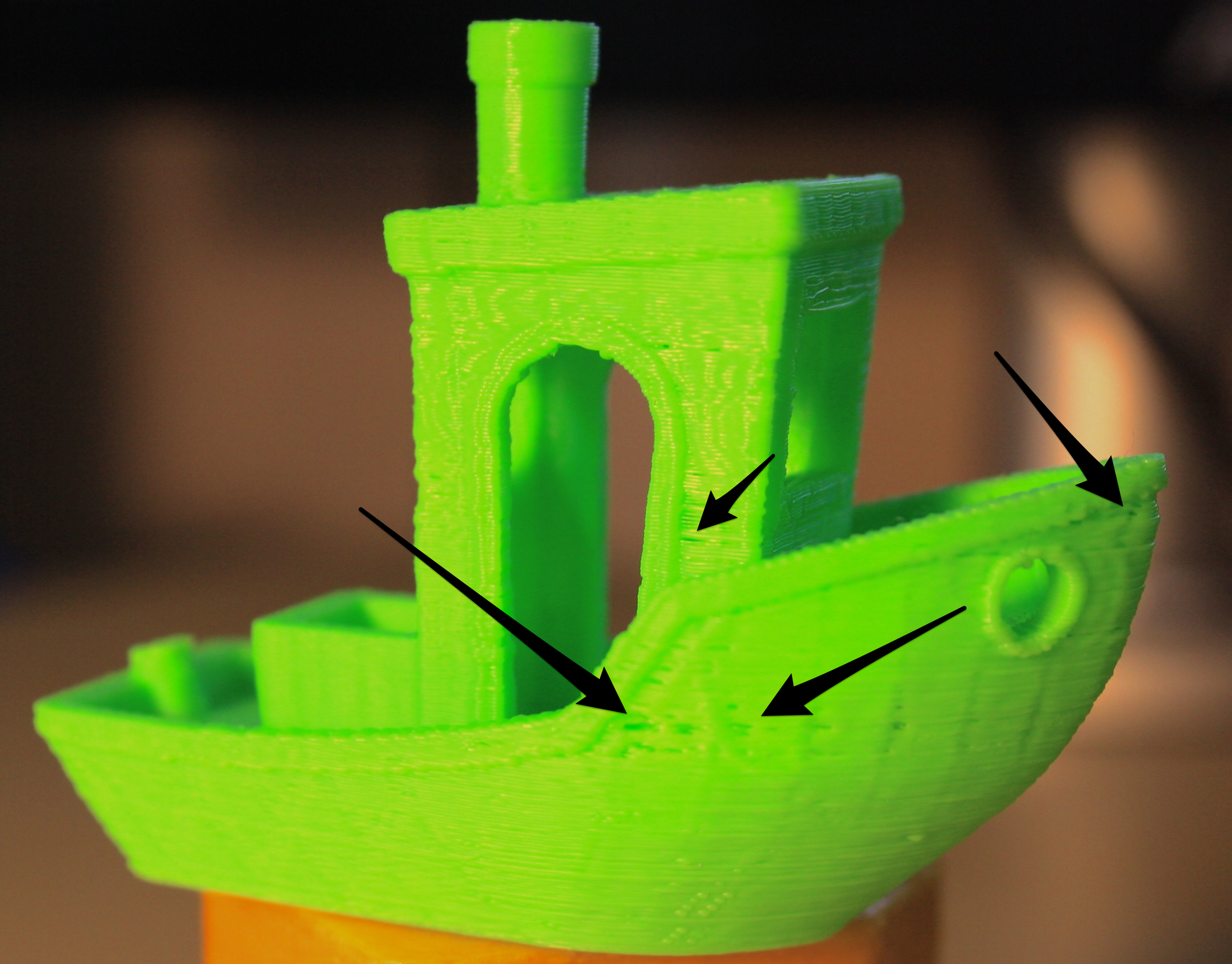
The two following prints show what appears to be lack of extrusion in some layers. The problem was caused by inconsistent shell thickness
and nozzle size in my slicer (Cura). The slicer was producing 1 wall before the infill which caused the vertical lines where the support
is connecting to.
Y belt too tight
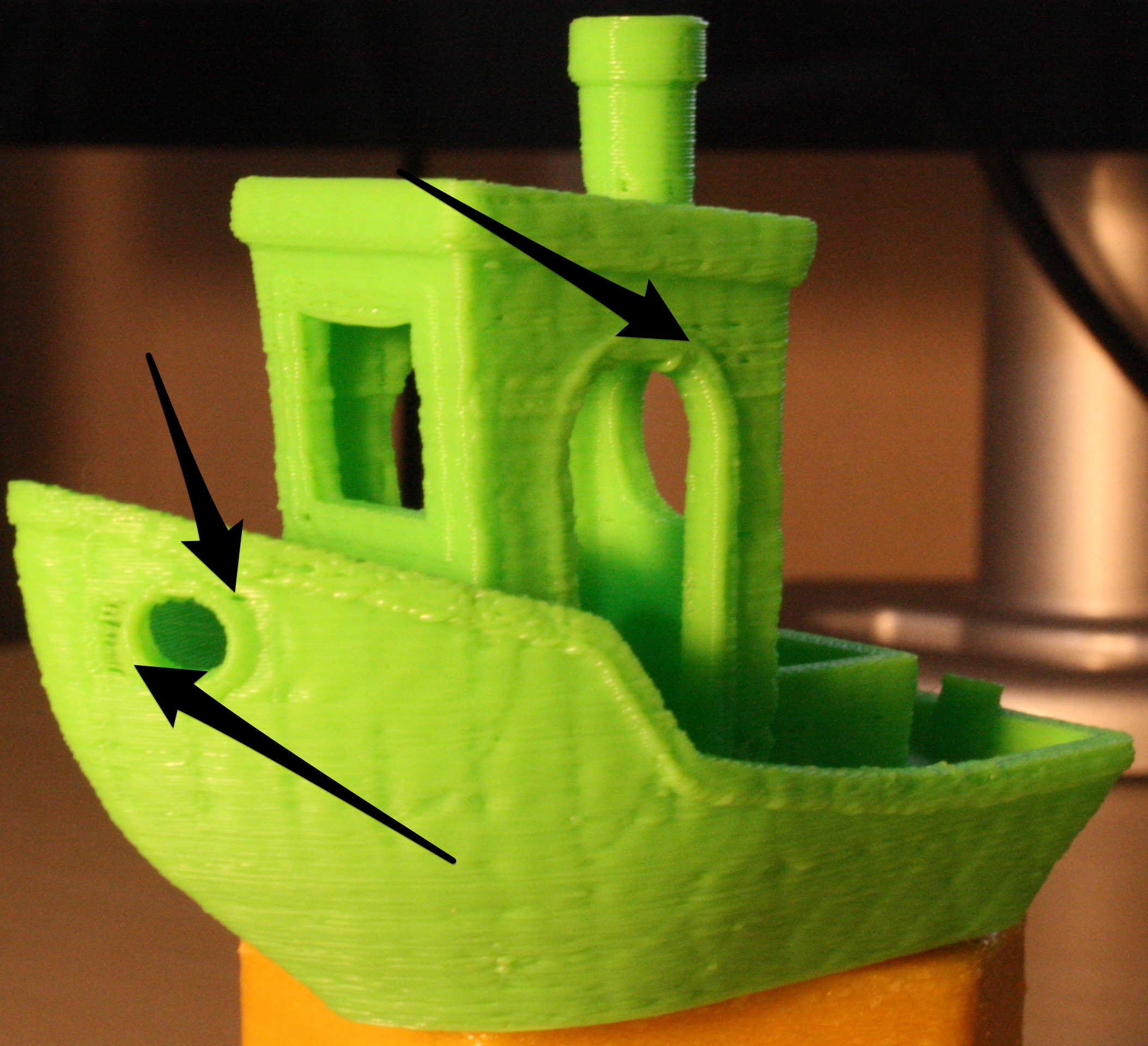
I strengthened the bed belt (Y) too much and it resulted in a decrese of quality in the oposite axis, as shown in the pictures below:


Underextrussion
Underextrussion will cause some layers to be missing, similar to the photo below. Normal causes are not enough temperature, or dust in
nozzle/filament. It can be usualy fixed by cleaning the nozzle with fire and acetone.